Metodo di Produzione
La scelta del materiale
Benché esistano ancora in commercio tubi realizzati in gomma, a partire dagli anni ’60 del secolo scorso, questa è stata sostituita dal PVC (cloruro di polivinile) per la sua economicità. Per produrre tubi flessibili, il PVC, rigido per sua natura, viene reso elastico e morbido attraverso l’aggiunta di plastificanti.
Il PVC utilizzato per la produzione dei tubi flessibili viene generalmente identificato come VERGINE o PRIMA SCELTA e RIGENERATO o RICICLATO.
Perché PVC?
Durabilità e ottimo rapporto costo/efficienza
Il PVC offre i vantaggi di prolungare il tempo di utilizzo e la durabilità in una grande varietà di condizioni e a prezzi eccezionalmente competitivi.
Flessibilità
La facilità con cui è possibile piegare e torcere il PVC senza spaccarlo è una proprietà fondamentale che rende questo materiale particolarmente adatto a tutta una serie di applicazioni. La flessibilità si ottiene con l’aggiunta dei plastificanti (esempio il DINP) mescolati al PVC. Un plastificante è un additivo che migliora la plasticità o fluidità del materiale a cui viene aggiunto. Esistono numerose classi di sostanze plastificanti e la scelta della sostanza da impiegare dipende dal tipo di applicazione finale cui la materia plastica è destinata.
Versatilità
In base al plastificante impiegato i fabbricanti sono in grado di produrre una ricca varietà di schermature per applicazioni specifiche. I fabbricanti possono selezionare con esattezza il grado di flessibilità necessaria per soddisfare i requisiti meccanici dell’applicazione finale.
Metodi di fabbricazione
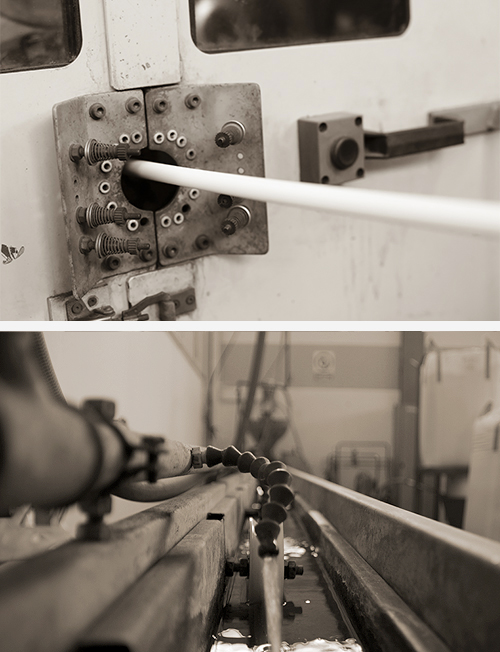
La fabbricazione del tubo parte dalla materia prima solitamente composta da una mescola (polvere) di PVC, additivi e coloranti ovvero dalla stessa in forma di granuli. I granuli vengono riscaldati ad una temperatura adeguata a rendere il PVC malleabile che viene spinto attraverso una trafila formando l’anima del tubo.
Nel caso di tubi cosiddetti coestrusi l’anima è composta di più strati coassiali formati da più estrusori attraverso una trafila più complessa. Dopo la prima estrusione, l’anima viene raffreddata mediante immersione in acqua. Per i tubi senza rinforzo tessile la fabbricazione è terminata e si passa all’avvolgimento ed all’imballaggio. Per i tubi con il rinforzo tessile, l’anima a temperatura ambiente passa attraverso la macchina retinatrice o magliatrice, in dipendenza dal tipo di rinforzo. In seguito l’anima ricoperta dal tessile viene nuovamente riscaldata e fatta passare attraverso un secondo estrusore che forma la copertura del tubo. Segue un nuovo stadio di raffreddamento mediante immersione in acqua quindi l’avvolgimento e l’imballaggio.
Durante l’intero processo, all’interno del tubo viene tenuta una leggera pressione d’aria per evitare che si appiattisca.
Tipi di tubo
I tubi in PVC in commercio si dividono in due categorie. In Italia, quelli senza rinforzo tessile, sono identificati come MONOSTRATO: sono semplici tubi formati da un solo strato di PVC. Una seconda categoria detti STRUTTURATI o RINFORZATI ha uno o più rinforzi tessili all’interno del tubo stesso.
Esempio di tubo MONOSTRATO

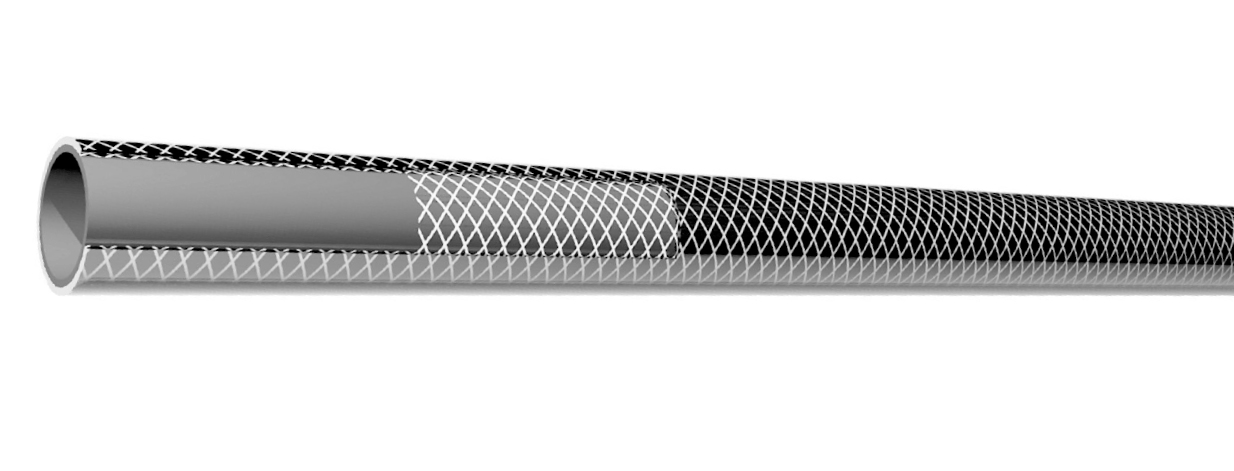
Esempio di tubo STRUTTURATO o RINFORZATO

1 – Strato interno (sottostrato) 2 – Rinforzo tessile 3 – Strato esterno (copertura)
Il rinforzo tessile
Il rinforzo tessile, comunemente in poliestere si divide nei due tipi generici di RETINATO e MAGLIATO. Il tipo di rinforzo fornisce caratteristiche diverse.
Nel tubo RETINATO o TRECCIATO il rinforzo tessile è formato da due serie di spirali filate in senso opposto intorno all’anima.
Il RETINATO offre una maggiore resistenza alla pressione dell’acqua grazie al fatto che le fibre sono sollecitate lungo il loro asse dalla conseguente espansione del tubo, rendendolo più rigido.

Nel tubo MAGLIATO il rinforzo tessile è formato da unamaglia a punto tricot tessuta intorno all’anima.
Il MAGLIATO offre una maggiore flessibilità e malleabilità, grazie alla leggera capacità espansiva offerta dal punto tricot. La combinazione dei rinforzi retinato e magliato conferisce al tubo delle caratteristiche uniche permettendo di ottenere contemporaneamente un prodotto flessibile e molto resistente alla pressione.

La resistenza alla pressione
La resistenza è una delle peculiarità indispensabili in quanto la forza esercitata dall’acqua all’interno di un tubo con una resistenza inferiore a quella richiesta determina il dilatamento del tubo causando, se eccessivamente elevata, lo scoppio o nei casi minori il distacco degli strati e lo sfibramento del rinforzo tessile rendendo il tubo inutilizzabile.
L’antialga
Lo strato antialga è molto importante in quanto impedisce la formazione delle alghe all’interno del tubo per effetto della fotosintesi dovuta ai raggi del sole.
Manutenzione
Al fine di conservare inalterate le caratteristiche del prodotto e garantirne la durata nel tempo è opportuno al termine di ciascun utilizzo avvolgere formando delle spire il tubo e preservarlo dall’esposizione diretta agli agenti atmosferici.
Senza ftalati
Su richiesta, tutti i nostri tubi possono essere prodotti in versione senza ftalati.
Reach
Il REACH è il nuovo Regolamento Europeo che disciplina l’utilizzo delle sostanze chimiche.
Rispetto della natura
Efficienza energetica e responsabilità ambientale: i valori che guidano il nostro lavoro.